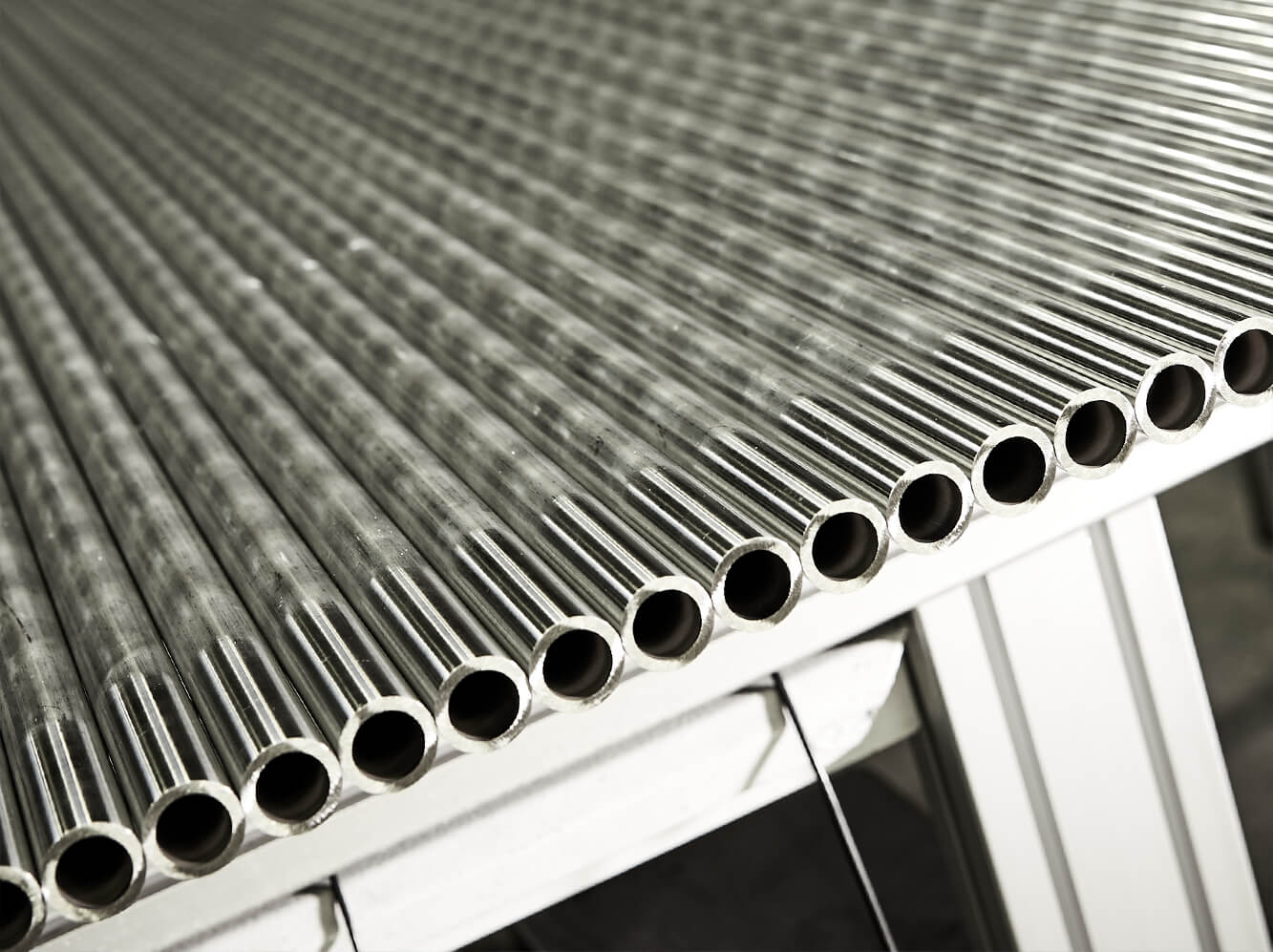
An even, bright and smooth metallic surface is required whenever a clean surface with very good corrosion resistance is necessary. It reduces any kind of deposits and facilitates cleaning. Thanks to decades of experience and special production equipment, TPS has gained a good reputation for an excellent surface quality.
Heat treatment has a considerable influence on the quality of the tube surface. A lot of manufacturers use a simple and cost-efficient annealing process in open furnaces. Due to the impact of atmospheric oxygen, oxide scale is created which must be removed through pickling. Pickling chemically attacks and roughens the tube surface. Especially with instrumentation and heat exchanger tubes, it is common to grind the outside surface of the tubes after pickling to visually present a metallic bright surface. The inside surface of these tubes, however, remains pickled.
TPS uses a special bright annealing process which does not require acids and lye. Heat treatment is carried out in a closed furnace system. The material to be annealed is protected by inert gas during the entire heat treatment process. This guarantees the exclusion of atmospheric oxygen in the furnace system and prevents the creation of oxide scale and discolouration on the material to be annealed.
TPS standard:
Ra max. 0,8 μm
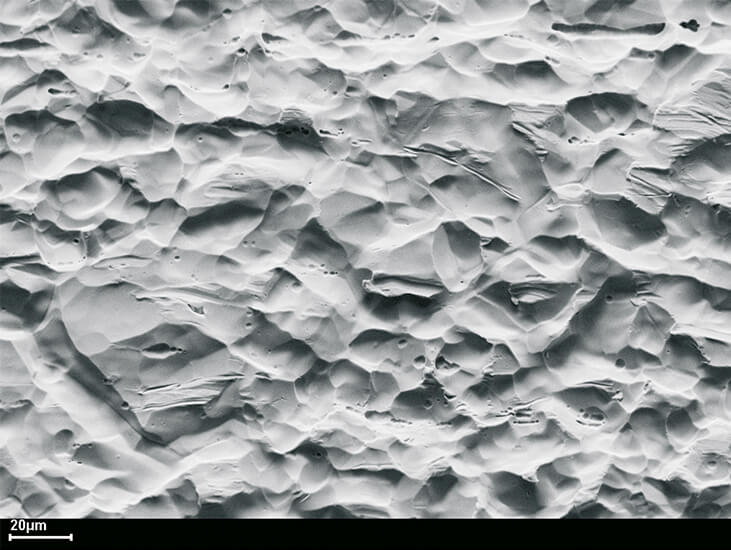
Pickled surface:
Ra approx. 2,5 μm
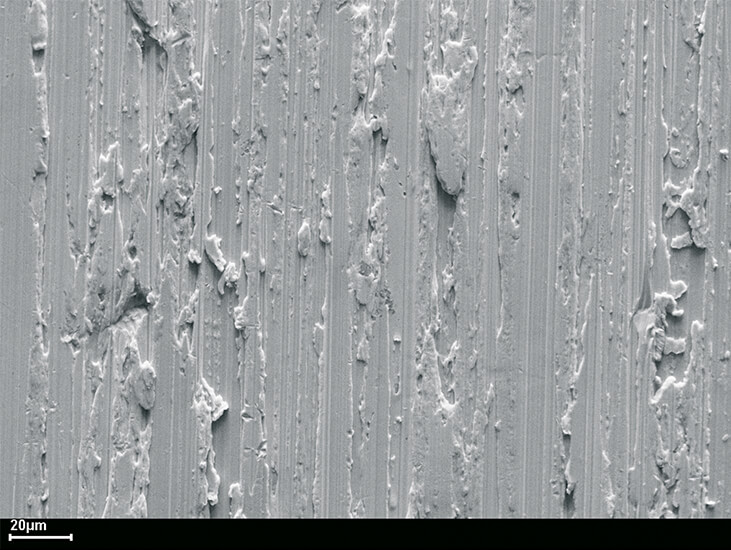
Ground surface:
Ra approx. 2,0 μm
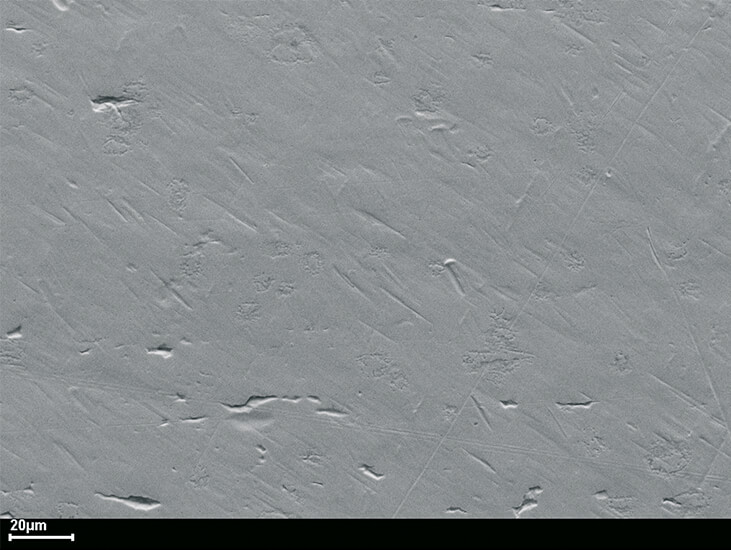
Compared to pickled or ground surfaces, the tendency to the creation of deposit is considerably lower when it comes to bright annealed, undamaged tube surfaces. The reason for this can be found in the topography of the surface. The irregular, fissured surface structure of pickled or ground surfaces promotes the adherence of particles. On request, the tubes can be manufactured with an inside roughness of 0,4 µm so they are suitable for electro polishing.
| OD – tube | OD (max) | ID (max) | ||
|---|---|---|---|---|
| from ø4,550 mm | Ra 1,5μm | Rz | Ra 5,0 μm | Rz |
| from ø9,530 mm | Ra 0,8 μm | 25 Rz | Ra 0,4 μm | 16 Rz |
| from ø30,001 mm | Ra 1,0 μm | 25 Rz | Ra 0,4 μm | 16 Rz |